
因为专业,估价才能更准确
回收优良设备,提供优良服务,“再造”优良冲床
全国服务热线13537311221
全国服务热线13537311221
在注塑制造领域,颜色共同性是质量操控的基石,一同也是完毕产品外观美丽和高质感的要害。关于寻求极致美学和超卓功用的制造商来说,保证颜色不只契合规划师的准确预期,并且在出产进程中坚持安稳和共同是一大应战。选用精密的颜色处理和操控流程,制造商能够有用避免由色差引发的本钱和时刻丢掉,一同进步产品的市场竞争力。
回弹是当载荷卸去后,变形体的形状得到部分恢复,零件的形状及尺寸与冲压模具作业外表的形状和尺寸不符,形成零件的尺寸不在公役范围内,影响产品的装配精度,工程上迫切要求处理因为回弹现象形成的产品差错。
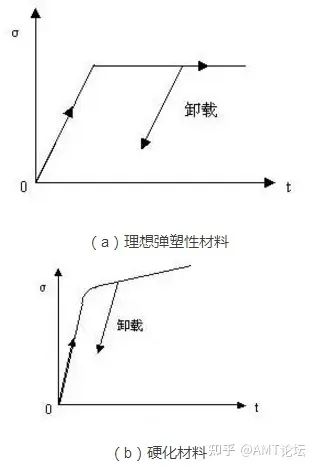
冲压成形发生塑性变形,一起也发生了弹性变形。成形负荷卸载后,零件便会发生必定回弹。回弹是在板料成形后,成形件从模具中取出后必定会发生的变形,会影响零件终究形状。回弹量大小直接影响工件的几许精度,相同也是工艺中很难战胜的成形缺点。
负荷卸载后应力变化曲线
冲压件回弹的影响要素
1) 资料性能 不同强度的冲压件,从一般板材到高强板,不同板材有着不同的屈服强度,板材的屈服强度越高,就越简单呈现回弹现象。厚板料零件的资料一般选用热轧碳素钢板或热轧低合金高强度钢板。与冷轧薄板料相比,热轧厚板料的外表质量差、厚度公役大、资料力学性能不稳定,并且资料的延伸率较低.
回弹前后应力变化
2)资料厚度 在成形进程中,板料厚度对曲折性能有很大影响,跟着板料厚度添加,回弹现象会逐步削减,这是因为跟着板料厚度添加,参与塑性变形资料添加,进而弹性回复变形也添加,因此,回弹变小。
板料界面的切向应力
跟着厚板料零件资料强度等级的不断提高,回弹所形成零件尺寸精度的问题越来越严峻,模具规划和后期的工艺调试都要求对零件回弹的性质及大小有所了解,以便采取相应的对策和弥补计划。
关于厚板料零件,其曲折半径与板厚之比一般都很小,板厚方向的应力及其应力变化不容忽视.。
3)零件形状 不同形状零件回弹差异很大,形状杂乱的零件一般都会添加一序整形,避免成形不到位呈现回弹现象,而更有一部分特别形状零件比较简单呈现回弹现象,如U形零部件,在剖析成形进程中,必须考虑回弹补偿事宜。
4)曲折中心角 曲折中心角的值越大就表明回弹累积值越大,这样就会形成严峻的回弹现象,冲压件形变的长度跟着曲折中心角的增大而增大。
5)模具空隙合作状况 模具在规划时就要在相对作业部分留有一倍料厚的空隙,在空隙中容纳产品。为实现资料更好的流动,在模具加工完毕后要对模具的部分进行研配。尤其是曲折模具,作业部位的空隙越大导致的回弹也就越大,假如板料厚度的差错答应范围越大,则回弹也会越大,也会使模具的空隙不能得到很好的确认。
6)相对曲折半径 相对曲折半径的值与回弹值成正比,所以冲压件的曲率越大则越不简单曲折成形。
7)成形工艺 成形工艺是制约其回弹值的一个重要方面,一般来说,校对曲折的回弹作用比自在曲折要好。假如在同一批冲压件的生产中要到达相同的加工作用,校对曲折比自在曲折所需求的曲折力要大很多,所以假如两种方式选用相同的曲折力,则最终到达的作用也不同。校对曲折时所需求的校对力越大冲压件的回弹越小,矫正曲折力会使变形区表里侧纤维都被拉长,到达成型作用。在曲折力卸载后,表里侧的纤维都会缩短,但是表里侧的回弹方向相反,使冲压件向外的回弹能够得到必定程度的缓解。
冲压回弹的处理办法
1)产品规划 首要,资料方面,在满意产品的要求的前提下,要选择屈服度小的资料或许也能够适当的添加资料的厚度。其次,冲压件形状的规划,冲压件的形状其回弹也有很重要的影响,形状曲折的杂乱冲压件在一次曲折中,因为各个方向的应力状况杂乱,还存在着摩擦力等其他要素,回弹消除是好不容易的,所以在产品的形状规划时,关于杂乱的冲压件能够选用几个部件组合的方式,处理回弹问题。
还有能够设置防回弹筋,也能有用地处理回弹缺点,在满意冲压件要求的前提下根据产品要求和回弹量要求添加设置防回弹筋,能够改变产品形状。最终,也能够经过减小曲折部分R角的值来处理回弹缺点。
2)工艺规划 首要,模具规划预成形工序,添加预成形工序能够使一次性成形的冲压件散布在不同的工序中完成,能够在必定程度上消除成形进程中的内应力,然后处理回弹缺点。其次,减小凹凸模具空隙,能够将其调整在一倍料厚左右,使资料与模具的贴合度到达最大,一起对模具进行硬化处理,也可有用地削减冲压件拉毛现象,减小对模具的磨损。
还有对产品进行整形,假如产品的规划不能随意更改,就能够在最终对冲压件进行整形加工,这也是最终的办法。最终,还有一些其他的办法处理回弹缺点,如运用液压冲压设备,凸模设置页脚等,都能够在必定程度上处理回弹缺点。
3)零件压边力 压边力冲压成形进程是一项重要的工艺办法,经过不断优化压边力,能够调整资料流动方向,改善资料内部应力散布。压边力增大能够使零件拉延愈加充沛,特别是零件侧壁与R角方位,假如成形充沛,会使表里应力差削减,然后使回弹减小。
4)拉延筋 拉延筋在当今工艺中使用较为广泛,合理的设置拉延的方位,能够有用地改变资料流动方向及有用分配压料面上的进料阻力,然后提高资料成形性,在简单呈现回弹的零件上设置拉延筋,会使零件成形更充沛,应力散布更均匀,然后回弹减小。
回弹模仿影响要素
曲折回弹的处理办法
1)校对曲折 校对曲折力将使冲压力会集在曲折变形区,迫使内层金属受揉捏,被校对后,表里层都被伸长,卸载后揉捏两区的回弹趋势相抵能够减小回弹。
2)热处理 在曲折前进行退火,降低其硬度和屈服应力可减小回弹,一起也降低了曲折力,曲折后再淬硬。
3)过度曲折 曲折生产中,因为弹性恢复,板料的变形视点及半径会变大,能够选用板料变形程度超出理论变形程度的方式来减小回弹。
4)热弯 选用加热曲折,选择适宜温度,资料有足够的时刻软化,能够减小回弹量。
5)拉弯 该办法是在板料曲折的一起施加切向拉力,改变板料内部的应力状况和散布状况,让整个断面处于塑性拉伸变形范围内,这些卸载后,表里层的回弹趋势彼此抵消,减小了回弹。
6)部分紧缩 部分紧缩工艺是经过减薄外侧板料的厚度来添加外侧板料的长度,使表里层的回弹趋势彼此抵消。
7)屡次曲折 将曲折成形分成屡次来进行,以消除回弹。
8)内侧圆角钝化 从曲折部位的内侧进行紧缩,以消除回弹。当板形U形曲折时,因为两侧对称曲折,选用这种办法作用比较好。二手冲床回收
9)变整体拉延成为部分曲折成形 将零件一部分选用曲折成形后再经过拉延成形以削减回弹。这种办法对二维形状简单的产品有用。
10)操控剩余应力 拉延时在东西的外表添加部分的凸包形状,在后道工序时再消除添加的形状,使资料内的剩余应力平衡发生变化,以消除回弹。
11)负回弹 在加工东西外表时,设法使板料发生负向回弹。上模回来后,制件经过回弹而到达要求的形状。
12)电磁法 使用电磁脉冲冲击资料外表,能够纠正因为回弹形成的形状和尺寸差错。




